
承德大口径方管材质Q345D方管180x100x12大口径方管



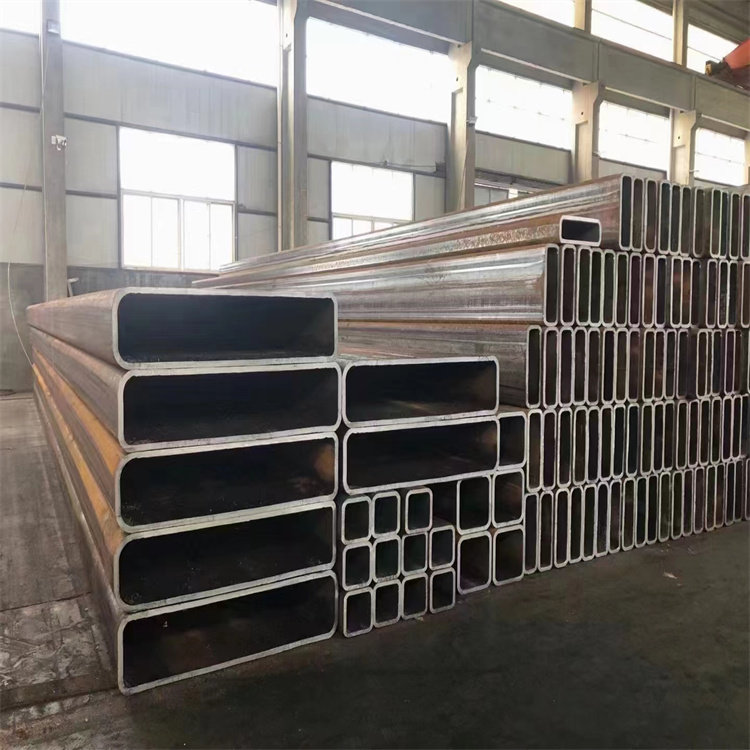
山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn 壁厚20-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢 ASTM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
12大口径方管焦炭的反应性趋势符合于不同类型的碳的一般性能,如结晶碳对氧化反应的活性较小。然而,随着温度的提高,矿物质的影响就起决定性作用,并影响到反应性,在较高温度下反应性的差异就不同于在1100℃时下的差异。焦粉在高炉中的聚积与焦炭的性能焦炭的石墨化在高炉操作中有很多关系,包括气化的动力学、焦粉的产生以及随后的消耗。研究结果表明,除了冷焦炭的强度以外,粉尘中焦粉受到焦炭的反应性以及焦炭在高温下石墨化的状态的影响。
直流道的形式可选用别的方式如斜流道等。笔者经过试验,重点试验成功的的几种形式如图2所示。将中心支架浇口(轮辐式浇口)改为合适位置的侧浇口,可以减少浇口个数及熔料流向,达到减少熔接痕的目的。将直接进料浇口改为合适位置的侧浇13,增加冷料井,阻止冷料流人模具型腔。将不合适的侧浇改为环形分流道浇口,如图2z所示,使熔料流动呈流线形,产品方便。【x)(Y)(Z)x一管箍类中心支架浇VI改为侧进料浇VI;Y一三通类直接进料浇VI改为侧进料浇VI;z—9。果讨论4.1a类浇注系统与X类浇注系统比较PVC—U管件注塑模具设计时,直通类制品浇口一般选a类。经过优化后,改用x类,并且x类可以推广到直径较小的45。弯头、三通等。将两种浇注系统用于l1mm直通时,其过程及制品的有关情况比较列于表1。由表1可看出,PE—C填加量增大会降低维卡软化温度。另外,表1中的表观缺陷、坠落性能、注射工艺项目中,两类浇注系统的模具使用的中PVC—U/PE—C均为1/12(份)。2b类浇注系统与Y类浇注系统比较这两类浇注系统主要用于PVC—U管件的llmm以上的9。弯头、三通等。b类浇注系统经表1Ol1mm的直通使用两类浇注系统的情况比较项目选用a类浇注系统改用X类浇注系统浇口周围有发红现象,并仅在浇口处有很小一点表观缺陷有流动斑纹、分层等现斑纹,无分层现象,制品象;制品表面不光亮表面光亮制品在~C3min后从1~1.2m处自由落制品在~C3min坠落性能后从2~3m处自由落下下在浇口处或熔接部位常出现破裂无破裂现象采用3~4级注射工艺,注射:[艺仅用2级注射,易调整消除缺陷效果甚微体系中PVC—U/PE—C:将中PE—c降至4份1/12(份),制品维卡时,制品的坠落性能优于的改善软化温度69℃前者,维卡软化温度81℃后形成Y类。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
因为一份完善的产品图和机工艺都应标注钢材硬度。在电镀中我们发现钢的硬度在HRC38左右时始呈现氢脆断裂的危险。对高于HR3的零件,镀后应考虑去氢。硬度为HRC6左右时,在表面之后必须立即进行去氢,否则在几小时之内钢件会裂。除了钢材硬度外,还应综合考虑以下几点:零件的使用安全系数:安全重要性大的零件,应加强去氢;零件的几何形状:带有容易产生应力集中的缺口,小R等的零件应加强去氢;零件的截面积:细小的簧钢丝、较薄的片簧极易被氢饱和,应加强去氢;零件的渗氢程度:在表面中产生氢多、时间长的零件,应加强去氢;镀层种类:如镀镉层会严重阻挡氢向外扩散,所以要加强去氢;零件使用中的受力性质:当零件受到高的张应力时应加强去氢,只受压应力时不会产生氢脆;零件的表面状态:对冷弯、拉伸、冷扎弯形、淬火、焊接等内部残留应力大的零件,不仅镀后要加强去氢,而且镀前要去应力;零件的历史情况:对过去生产中发生过氢脆的零件应特别加以注意,并作好相关记录。








